
Welding Tooling
TIG (Tungsten Inert Gas) Welding is precise and produces a high quality stainless steel and aluminum welding due to its clean process. The TIG process begins when an arc is formed by using a non-consumable tungsten electrode near the metal being welded. By shielding the tungsten electrodes with a gas supplied through the TIG torch, our skilled machinists are able to control the area and produce very precise welds.
MIG (Metal Inert Gas) Welding is an arc welding process that joins two metals. This is accomplished by heating the metals with the help of an arc. The arc forms between the surface to be welled and a filler electrode that is constantly fed. MIG welding uses a gas that shields the molten pool of weld metal from reacting with elements present in the atmosphere. Hardy-Reed both manufactures MIG welding machines and performs MIG welding.
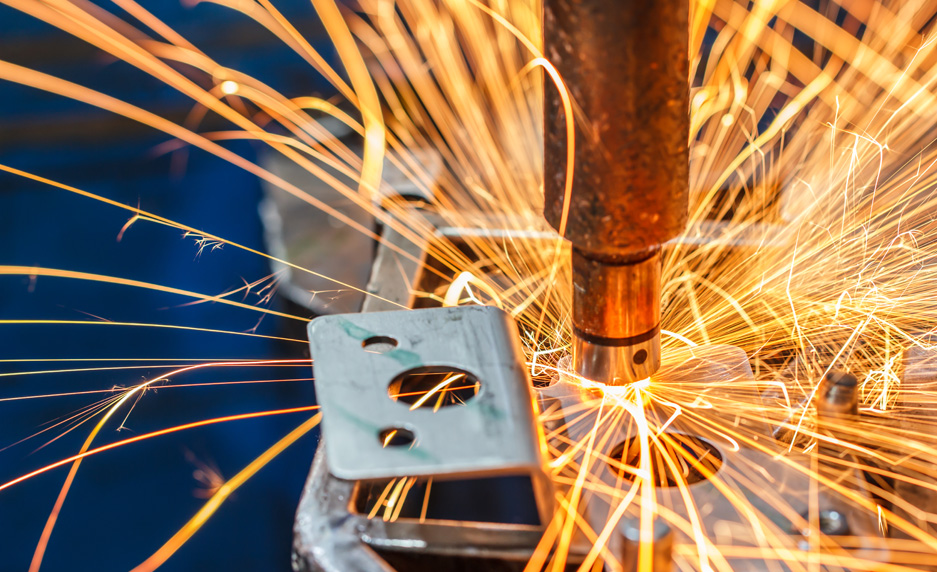
Resistance welding is the joining of metals by applying pressure and then passing current for a length of time through the metal area to be joined. The advantage of resistance welding is no other materials are needed to create the bond. This makes the process cost effective.
There are multiple forms of resistance welding, and Hardy-Reed focuses on spot and projection welding. They differ by the types and shapes of weld electrodes used to apply pressure and conduct current. The electrodes are typically manufactured from copper based alloys because of the superior conductive properties. They are cooled by water flowing through cavities inside the electrode and the other conductive tooling of the welding machine. Hardy-Reed makes custom electrodes for resistance welding.
Resistance welding machines are designed for a large range of aerospace, automotive and industrial applications. The automated action of these machines is highly controlled and repeatable allowing manufacturers to staff production.
Types Of Resistance Welders We Build:
Spot Welding
- Resistance Spot Welding creates welds using heat generated by resistance to the flow of welding current between the surfaces applied over a defined period of time. Spot Welding uses the face geometries of the welding electrodes to focus the welding current at the desired weld location, and to apply force to the work pieces. When sufficient resistance is generated, the materials set down and combine and a weld nugget is formed.
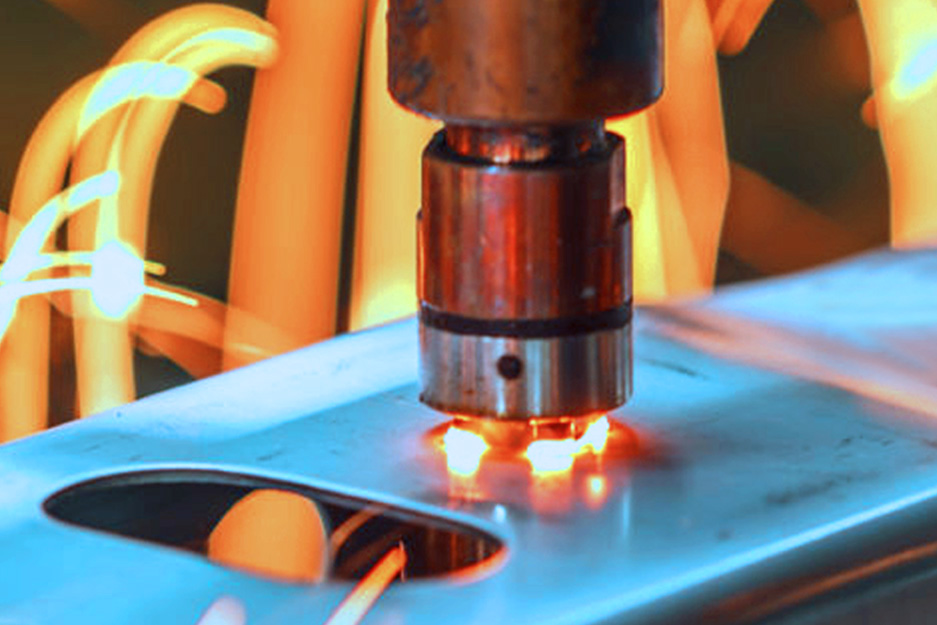
Projection Welding
- Projection Welding uses heat generated by resistance to the flow of welding current, and force to push the work pieces together, during a defined period of time. Projection Welding localizes the welds at predetermined points with projections, embossments or intersections, which focus heat generation at the point of contact. Once the weld current generates sufficient resistance at the point of contact, the projections collapse and form the weld nugget.
- Solid Projections are commonly used when welding fasteners to parts. Embossments can be used when joining sheet or plate material. An example of Projection Welding using material intersections is cross-wire welding. The intersection of the wires themselves localizes heat generation and the resistance. The wires set-down into one another and form a weld nugget.